会员中心
帮助中心
黄金广告位
供应
求购
公司
首页
产品
供应
黄页
资讯
当前位置:
建材网
>
锁具
>
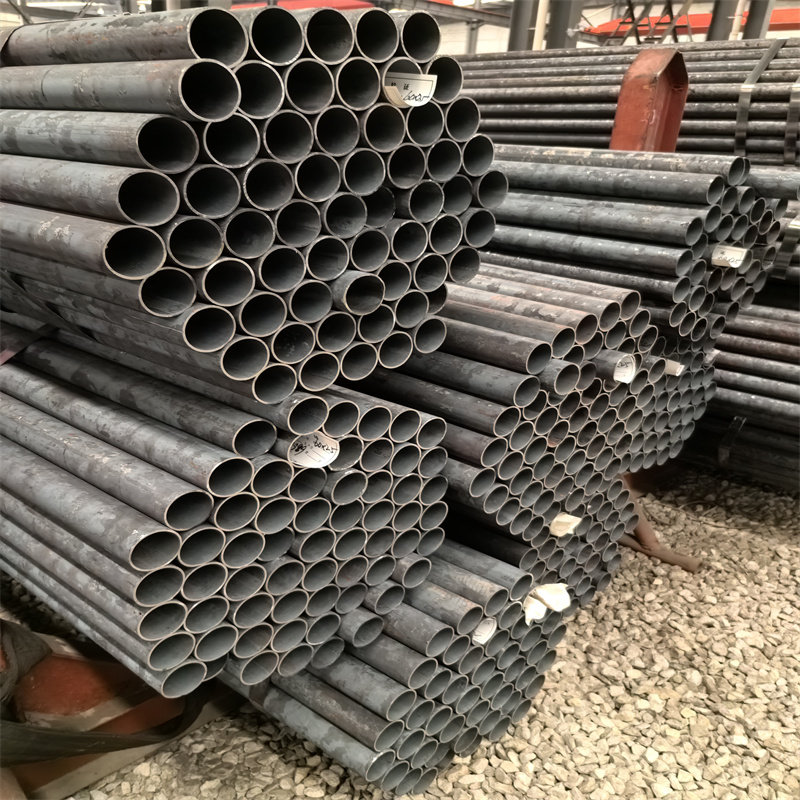
168厚壁无缝钢管-35.5*9.49948厚壁无缝管定做
168厚壁无缝钢管-35.5*9.49948厚壁无缝管定做
发布时间:2024/10/16 19:29:42
来源:ktjmgg
公司:
山东德润管业有限公司
16 无缝管
LF炉深脱硫方式(方式C):发钙铝系渣剂,优化渣脱氧制度;优化钢包底氩模式;对于深脱硫钢,为强化渣钢界面的脱硫反应,采用强搅拌方式。上述三种脱硫方式的效果对比如下:RH过程脱硫(方式方式B),其脱硫率均在40%左右,脱硫效率并不高。此类工艺作为一种钢水脱硫的补充手段,以降低钢种的保留率是比较合适的。其具有占用工位时间少,增氮量小的优点。而LF炉深脱硫工艺具有很高的脱硫效率,平均脱硫率达87%,在原始硫含量并不很低的前提下,脱硫后可使钢水硫含量稳定达到10ppm以下,为超低硫钢的生产提高了有力保证。
山东德润管业有限公司坐落于山东省聊城市,地理位置优越,交通方便。常年畅销异型钢管、精密钢管、不锈钢管、异型管、八角钢管、六角钢管、三角钢管、异型管、精密管、精密钢管、无缝管、矩形管、锥形管、梯形管、及其他复杂断面的异形管材。
主要产品有:冷拔无缝钢管和异 Cr、20Crmo、40Crmo,有缝和无缝异型管,按客户标准生产。产品主要用于各种结构件、工具和机械零部件。
无缝钢管与电焊钢管区别:
无缝钢管用 碳素钢或合金钢制成,有热轧、冷轧(拔)之分。
焊接钢管是由卷成管形的钢板以对缝或螺旋缝焊接而成,在方法上,又分为低压流体输送用焊接钢管、螺旋缝电焊钢管、直接卷焊钢管、电焊管等。
无缝钢管可用于各种行业的液体气压管道和气体管道等。
焊接管道可用于输水管道、 管道、暖气管道、电器管道等。
焊接钢管因其焊接工艺不同而分为炉焊管、电焊(电阻焊)管和自动电弧焊管,因其焊接形式的不同分为直缝焊管和螺旋焊管两种,因其端部形状又分为圆形焊管和异型(方扁)等焊管。
168厚壁无缝钢管-(35.5*9.4)9948厚壁无缝管对不炉缸的中修炉,送风量也要小一些(应靠近下限),以减慢炉料的熔化速度,延长加热炉缸的时间。炉时,要均匀地堵部分风口(一般堵50%的风口),以获得接近于正常生产时的鼓风动能。点火后的加风速度,随设备可靠性与技术操作水平而定。待出炉铁后,便可根据各方面的情况决定加风速度。如生铁质量合格,炉温充足,设备正常,加风速度可很快达到高炉容积的1.8倍以上。1怎样安排好炉的炉前工作?答:炉的炉前工作主要是喷铁口和出渣出铁。
无缝钢管穿孔技术也是要求比较高的,因为无缝钢管多数都要用来进行焊接,但是穿孔技术直接关系到无缝钢管焊接技术的好坏,孔如果太大,那么无缝钢管无法对准尺寸进行焊接。无缝钢管改善穿孔后毛管的壁厚不均是重要环节,主要措施是提高管坯的加热均匀性,提高定心孔的精度,加长顶头均整带的长度和反锥的长度,提高顶杆与顶头在旋转过程中与轧制线的同心度。下面小编给大家详细介绍一下。
无缝钢管时虽会产生严重的对称性壁厚不均,但对减轻螺旋形的壁厚不均有一定的作用。因此,无缝钢管时应轧制两道,道次之间应将荒管翻转90°均整过程能基本上消除对称性壁厚不均,但对消除螺旋形壁厚不均的作用甚小,因此,应提高均整机的能力傅立叶变换是研究斜轧过程壁厚不均的有效手段,这一方法也可用于其他钢管生产机组管体壁厚不均的研究。
无缝钢管和均整4个轧制过程的无缝钢管荒管实测壁厚数据进行了傅立叶变换,包钢无缝钢管厂对Φ400mm无缝钢管机组。得出了壁厚不均的定量分析及其形成原因,并以此为基础提出了改善钢管壁厚不均的途径二次穿孔(延伸)后荒管上的螺旋形壁厚不均的分布特征一直保留到成品管,因此改善二次穿孔(延伸)改善成品管壁厚精度的关键环节,主要措施是工具设计,提高顶杆和顶头在旋转过程中与轧制线的同心度。
168厚壁无缝钢管-(35.5*9.4)9948厚壁无缝管
按GB2102-88规定。钢管包装分三种:捆扎、装箱、涂油捆扎或涂油装箱。
钢管是一种具有中空截面、周边没有接缝的长条钢材。钢管具有中空截面,大量用作输送流体的管道,如输送石油、天然气、 、水及某些固体物料的管道等。钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,广泛用于结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等。
用钢管环形零件,可提高材料利用率,简化工序,节约材料和工时,如滚动轴承套圈、千斤顶套等,已广泛用钢管来。钢管还是各种常规 不可缺少的材料,管、 等都要钢管来。钢管按横截面积形状的不同可分为圆管和异型管。由于在周长相等的条件下,圆面积,用圆形管可以输送更多的流体。此外,圆环截面在承受内部或外部径向压力时,受力较均匀,因此,绝大多数钢管是圆管。
在这种方法中,电弧在保护气体屏蔽下在电流载体金属丝和工件之间稳定发热,机器送入的金属丝作为焊条,在自身电弧下融化。由于MIG/MAG焊接法的通用性和特殊性的优点,至今她仍然是世界上 为广泛的焊接方法,适用于钢、非合金钢、低合金钢和高合金为基的材料。这使得它成为理想的生产和修复的焊接方法。当焊接钢时,MAG可以满足只有.6mm厚的薄规格钢板的要求。这里使用的保护气体是活性气体,如二氧化碳或混合气体。
免责申明:建材网展示的信息是由用户自行提供,其真实性、合法性、准确性由信息发布用户负责。建材网对此不提供任何保证,并不承担任何法律责任。建材网建议您交易一定要谨慎。
温馨提醒:如信息涉及作品内容、版权等问题,请及时与本网联系,我们会在收到后及时为您处理。
最新内容
诸暨方管厂 150x80x6方管 昌吉Q355D无缝方管电话
(10-16)
20crmnti无缝钢管-35.5*1.912cr1movG无缝管厂
(10-16)
20CrMnMo钢管-50.5*16热轧无缝管供应
(10-16)
京口煤矿用通信光缆MGTSV-36B京口
(10-16)
诸暨方管厂 250x150x16方管 巢湖Q355D无缝方管厂家定制
(10-16)
浙江方管厂 50x200x8方管 仙桃500x500x20医院用方管现货供应
(10-16)
诸暨方管厂 108x108x10方管 泰州500x500x20医院用方管厂家定制
(10-16)
Q235B钢管-42.5*13.412cr1movG无缝管生产
(10-16)
纺机专用方管 400x250x14方管 黔西Q700L方管生产厂家
(10-16)
q355b方管 150x100x4方管 绍兴q355c低合金方管电话
(10-16)
公司信息
鲍国超
(10-13)
天津路朗传动设备有限公司
(09-18)
中海德福建工业设备有限公司
(07-17)
济宁辰信机械设备有限公司
(06-02)
恩鑫格塑胶商行
(05-13)
深圳市恒歌科技有限公司
(05-22)
甘肃亿丰灌浆新技术有限公司
(05-29)
云南品泰建材有限公司
(05-22)
廊坊统滤净化科技有限公司
(05-16)
山东居思安消防装备有限公司
(05-21)